


Vindkraftverk 3MW-10MW Planet Carrier Smide





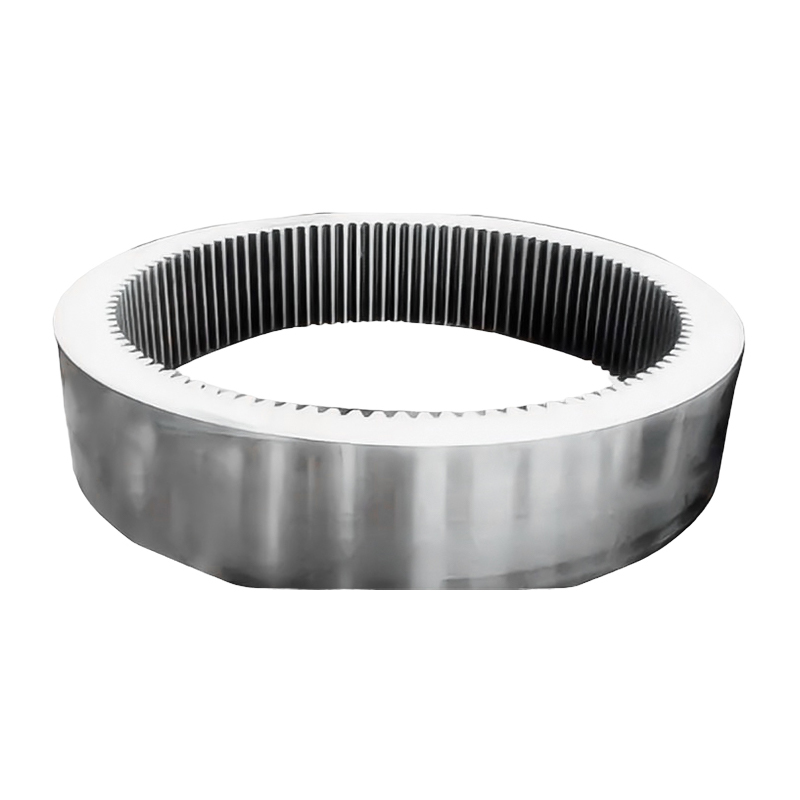
Används i vindturbinväxellådor för kraftöverföring. Högkvalitativt legerat stål väljs ut för produktion, och prestandan förbättras genom smide och värmebehandlingsprocesser. Installationsvägledning och feldiagnostjänster tillhandahålls. Deras fördelar ligger i starkt utmattningsmotstånd, vilket säkerställer stabil drift av växellådor och förbättrar effektiviteten för omvandlingen av vindenergi.
ACE Group är en omfattande företagsgrupp som specialiserar sig på tung industriell produktion, och fungerar som Kina Vindkraftverk växellåda smidesverk Tillverkare och Vindkraftverk växellåda smidesverk Fabrik. Dess verksamhet omfattar smide, värmebehandling, precisionsmekanisk bearbetning, svetsade konstruktioner och produktion av målning av tunga driv- och frihjulskedjor. Denna integrerade struktur täcker nyckelproduktionsprocesser inom maskinindustrin och kombinerar teknisk kraft med storskaliga produktionsmöjligheter.
Detaljer om nyckeldotterbolag:
Jiangsu ACE Energy Technology Co., Ltd.: Gruppens huvudsakliga produktionsbas, som officiellt startade verksamheten i november 2025. Omfattar ett område på 55 tunnland med en total byggnadsyta på över 50 018 kvadratmeter. Fabriken är utrustad med elektrohydrauliska hammare på 3, 5 och 15 ton; vertikala ringvalsverk på 1 och 1,5 meter; energieffektiva gasvärmugnar; motståndsugnar för värmebehandling; härdningsbad; induktionshärdningsanläggningar; bearbetningscenter och annan produktionsutrustning.
Yancheng ACE Machinery Co., Ltd.: Grundades 2019, omfattar ett område på 20 tunnland med en byggnadsyta på 13 333 kvadratmeter. Har en integrerad produktionslinje för svetsade-rättade stålkonstruktioner och en verkstad för precisionsmekanisk bearbetning.
Yancheng ACE Surface Treatment Technology Co., Ltd.: Driver en stor produktionslinje för pulverbeläggning av tunga driv- och frihjulskedjor. Med fokus på professionell ytbehandlingsteknik når enkelskiktsbeläggningen en tjocklek på 400 µm, vilket ger pålitligt korrosionsskydd och väderbeständighet, samt lösningar för utseendeoptimering, vilket förbättrar hela produktlivscykeln för gruppens tjänster.
ACE Group stöds av ett ledningsteam bestående av unga nyckelmedarbetare med erfarenhet inom materialvetenskap, värmebehandling, mekanisk bearbetning och ytbehandling. De är väl insatta i internationella och inhemska standarder, är innovatörer och strävar efter innovation. Dotterbolaget ACE Machinery har fått ISO 9001-kvalitetsledningssystemcertifiering från TÜV Rheinland, samt ISO 14001, 45001 och 50001-systemcertifieringar. Erkänt som ett Specialiserat, Precist, Unikt och Innovativt Företag, Nationellt Högteknologiskt Företag och har företagskreditbetyg på nivå 3A.
Med stöd av integrerade MES- och ERP-ledningssystem, integration av informatiserings- och industrialiseringsprocesser, molndatalagring och strävan efter att bygga ett modernt energieffektivt företag, upprätthåller gruppen ett omfattande kontrollsystem. Har mätverktyg, utrustning för icke-förstörande provning och kvalificerad personal, och implementerar strikt kontroll från materialens inre kvalitet till utseende och dimensioner. Alla levererade produkter genomgår 100% kontroll, i enlighet med affärsfilosofin att sträva efter 100% kvalitetsleverans och noll kundklagomål. Ett CNAS-standardlaboratorium kommer att etableras för att ge vetenskaplig teststöd inom kvalitetskontroll vid produktion och teknisk FoU, vilket därmed förbättrar produktkvalitet och teknisk innovation.
I framtiden kommer ACE Group att fortsätta att utnyttja de tekniska fördelarna och industriella synergierna hos sina dotterbolag. Genom standardiserad produktion, specialiserad teknik, integrerade tjänster och ett strikt kvalitetskontrollsystem strävar gruppen efter att erbjuda effektiva och pålitliga lösningar inom industriell produktion för globala kunder, och går säkert mot att bli en ledande omfattande leverantör av produktionsservice inom branschen.







Wind turbine gearbox forgings are precision-engineered metal components produced through controlled deformation of high-grade alloy steel, designed specifically to transmit and amplify rotational forces within a wind turbine's drivetrain. In simple terms, they are the structural backbone of the gearbox — converting th...
Se merFör marina framdrivningsaxlar, smidda axlar är det överlägsna valet i praktiskt taget alla krävande tillämpningar . Smide ger en kontinuerlig, inriktad kornstruktur som vanligtvis levererar draghållfastheter 20 till 40 % högre än motsvarande gjutna axlar av samma leger...
Se merDen designade livslängden för vindkraftverk växellåda smide är vanligtvis 20 år , som överensstämmer med standardlivslängden för ett modernt vindkraftverk. Under optimalt materialval, tillverkningskvalitet, smörjhantering och underhållspraxis kan högpresterande smidda komponenter – ...
Se mer









Vindkraftverksväxellådor är bland de mest stressade miljöerna inom sektorn för förnybar energi. Smidda komponenter föredras framför gjutna delar eftersom de erbjuder överlägsen utmattningsbeständighet, slagseghet och en enhetlig kornstruktur som tål det extrema vridmoment och cykliska belastningar som finns i moderna 1MW–15MW turbiner.
De flesta roterande delar och tunga lastbärande element i en vindturbinväxellåda är smidda:
Gear Blanks: Stora skivor som används för planetväxlarna, solhjulen och ringväxlarna. Dessa kräver hög ythårdhet och kärnseghet.
Huvudaxlar & ingående/utgångsaxlar: Dessa överför det massiva vridmomentet från rotorn till växellådans höghastighetssteg.
Sömlösa rullade ringar: Används för de yttre ringväxlarna och lagerbanorna.
Kopplingar och flänsar: Kraftiga kopplingar som länkar samman drivlinans komponenter.
För att överleva 20 år i offshore eller avlägsna miljöer måste materialen vara högrent legerat stål.
| Materialklass | Nyckelegenskaper | Typisk tillämpning |
| 18CrNiMo7-6 | Hög härdbarhet, utmärkt utmattningshållfasthet. | Höghastighetsväxlar och planetväxlar. |
| 42CrMo4 / 4140 | Hög seghet och måttlig slitstyrka. | Huvudaxlar och växellådans ingående axlar. |
| 34CrNiMo6 | Exceptionellt härdningsdjup och slaghållfasthet. | Skaft med stor diameter och kraftiga ringar. |
| 43B17 | Hög kärnstyrka och slitstyrka. | Kugghjulsämnen och kopplingar med högt vridmoment. |
Tillverkningen av en vindkraftverksväxellåda följer en strikt sekvens:
Götsmältning: Använder EF (elektrisk ljusbågsugn) LF (raffinering) VD (vakuumavgasning) för att säkerställa ultrarent stål med lågt svavel- och fosforhalt.
Smidesutförande:
Open-Die Forging för stora axlar.
Closed-Die Smide för högprecisionsväxlar och kopplingar.
Ringrullning för höghållfasta cirkulära komponenter.
Värmebehandling: Kritiska steg som normalisering, släckning och härdning för att förfina kornstrukturen. Kugghjul genomgår ofta uppkolning (Case Hardening) för att uppnå en hård yta samtidigt som de behåller en formbar kärna.
Precisionsbearbetning: CNC grovsvarvning och finslipning för att möta toleranser så snäva som $\pm 0,001$ tum.
Vindväxellådor är ökända för att vara den "svaga punkten" i en turbins livslängd, så testning är rigorös:
Ultraljudstestning (UT): Obligatorisk för att upptäcka inre hålrum eller icke-metalliska inneslutningar i mitten av tjocka smidesdelar.
Magnetisk partikelinspektion (MT): Används efter bearbetning för att hitta mikrosprickor på ytan.
Kornflödesverifiering: Se till att metallens "flödeslinjer" följer delens geometri för att maximera styrkan.
Överensstämmelse: Måste uppfylla standarder som ISO 61400-4 (Designkrav för vindkraftverksväxellådor) och AGMA 6006.
F: Varför inte använda gjutning för dessa växlar?
S: Gjutning innehåller ofta små porer eller "krympningsdefekter". I ett vindturbin kan en enskild defekt fungera som en spänningshöjare, vilket leder till att en kuggkugg knäpper av under kraftiga vindbyar. Smide är i huvudsak "tomrumsfria".
F: Vilket är det största hotet mot dessa smidda delar?
A: Mikropitting och vita etsningssprickor (WEC). Dessa är utmattningsproblem på ytnivå som orsakas av en kombination av fluktuerande belastningar och kemiska interaktioner med smörjmedel.
F: Hur lång tid tar det att tillverka en anpassad växellåda?
S: På grund av kraven på materialrenhet och värmebehandlingscykler varierar ledtiderna traditionellt från 20 till 52 veckor, även om specialiserade "snabbspår"-tillverkare kan minska detta till cirka 10 veckor.
